
 材料为Q235~B,20R,Q345R,20等焊缝的余高不管采用单面坡口还是双面坡口,余高都应不超过板厚的15%,并且小于等于4mm,对于10mm以下钢板焊缝余高最大可为1.5mm。
材料为Q235~B,20R,Q345R,20等焊缝的余高不管采用单面坡口还是双面坡口,余高都应不超过板厚的15%,并且小于等于4mm,对于10mm以下钢板焊缝余高最大可为1.5mm。
C、D类接头(接头和接管、管板及附件)要求与母材呈圆滑过渡。焊脚在图样无规定时,取焊件中较薄者之厚度,补强圈的焊脚,当补强圈的厚度不小于8 mm时,其焊脚等于补强圈厚度的70%,且不小于8mm。
2 实验方法、设备
2.1实验方法
材料:Q345R板材300*350*6。
焊丝:伊萨ER70S-6(Φ1.2)。
2.2实验设备
焊机:山大奥太NBC-500。
3实验过程
富氩二氧化碳气体保护焊在实际焊接过程中,焊接接头质量受到诸多因素的影响,其中选择合理的焊接工艺是焊接接头质量得以保证的前提,而在具体焊接实验过程中,坡口型式和焊接参数对焊接接头质量影响较大。
3.1母材坡口加工、组对、焊接
母材Q345R的坡口加工、组对、焊接如图2所示。
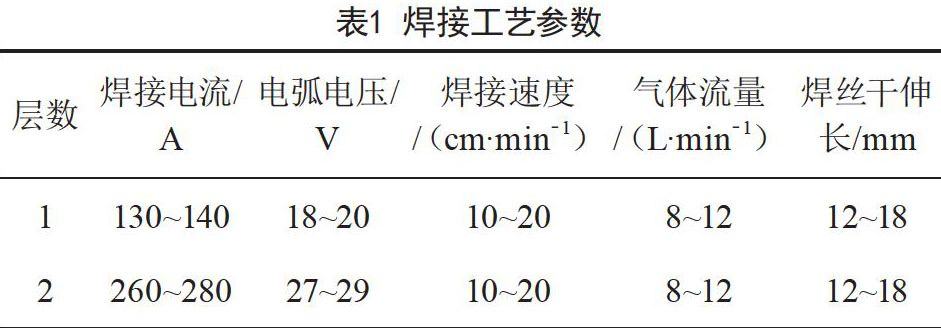
3.2实验用焊接工艺参数
实验用焊接工艺参数,如表1所示。
4 实验分析
采用Ar+CO2混合气体保护焊焊接Q235-A和16MnR钢,焊接接头拉伸、冷弯性能均不低于木材,与C02焊接时相似,而焊缝冲击韧性却明显优于C02焊接,尤其是对于Q235-A钢,随着混合气体中氩气比例的增加,冲击韧性明显提高,但氩气含量需达到一定值时才有效果。
5 结语
(1)按照电弧形态和熔池形态实验研究、分析的结果,确定的45°~50°坡口能够有效地保证焊接接头的综合性能(弯曲冲击实验一次合格率均为100%);同时也大大降低了熔敷金属的填充量。
(2)实验过程中发现,采用(79%~80%)A r+(21%~20%) CO2混合气体保护焊+实心焊丝相结合的焊接工艺,焊缝表面成形良好,且飞溅较少;但弧光较大。
(3)采用上述的焊接工艺参数所焊的试件,经过焊接工艺评定,符合压力容器的相关安全技术规范要求,表明此工艺方法可以应用于压力容器的焊接生产中。
(4)采用了小坡口(45°~50°)焊缝形式,大大降低了熔敷金属的填充量;提高了焊接工作效率,缩短了产品焊接生产周期。
(5)有效提高了焊接接头的无损检测一次合格率,降低了焊接接头的返修成本。
(6)该批产品的制造质量符合《压力容器安全技术监察规程》、GB150-2011《压力容器》、JB/T4730-2005《承压设备无损检测》及设计图纸的规定要求。
[参考文献]
[1]宋光辉.混合气体保护焊对焊缝金属组织与性能的影响[J].林业机械与木工设备,2000 (6):32